Die Steel MS1 3D Printing Material
3D-printed metal powder die steel MS1 contains the corresponding US classification of 18% Ni Maraging 300, European 1.2709 and chemical composition
Germany X3Nicomoti 18-9-5.This kind of steel is characterized by its excellent mechanical properties and can be easily heat treated.Use a simple heat aging hardening process to obtain excellent hardness and strength.
Metal 3D printing technical parameters
1. Maximum molding printing size of metal 3D printer: 280x280x350mm;
2, 3D printing layer thickness: 0.02mm~0.04mm;
3, 3D printing accuracy: typical accuracy: ± 0.02-0.05mm (accuracy is related to geometric shape.Vary according to product size, printing direction, material and post-processing method.;
4, later processing: high temperature annealing, polishing, welding and other processing;
MS1 die steel 3D printing material characteristics
3D-printed metal powder die steel MS1 contains the corresponding US classification of 18% Ni Maraging 300, European 1.2709 and chemical composition
Germany X3Nicomoti 18-9-5.This kind of steel is characterized by its excellent mechanical properties and can be easily heat treated.Use a simple heat aging hardening process to obtain excellent hardness and strength.
Advantages of 3D printing die
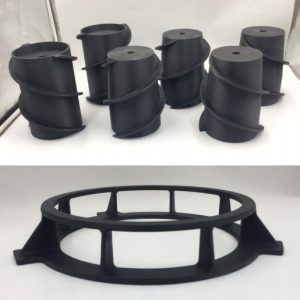
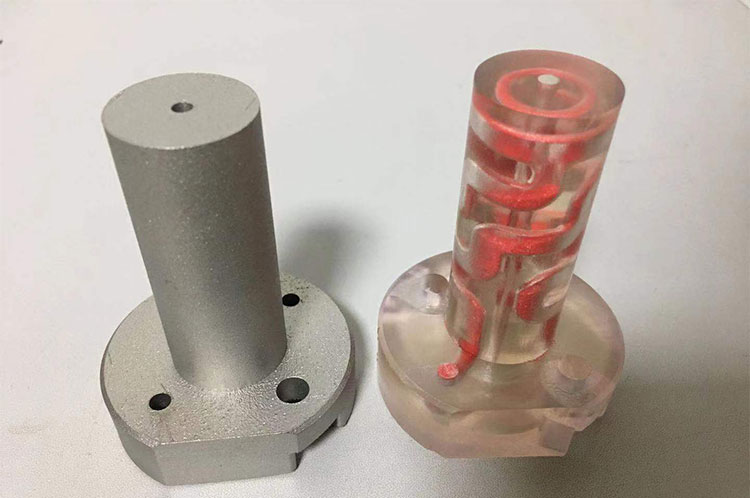
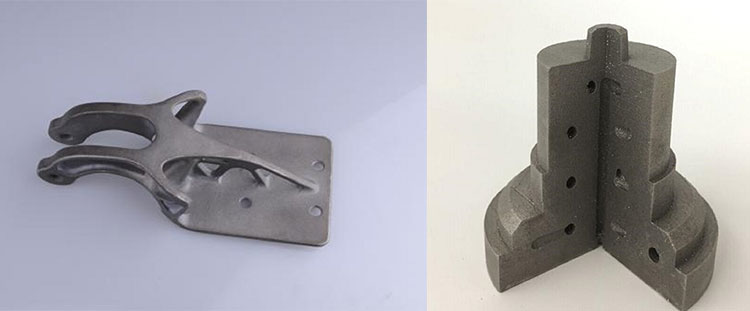
3D printing moulds are mainly used in mould-following cooling waterways, special-shaped waterways mould inlaid parts and sliders, which are typically used in precision injection moulds and die casting moulds manufacturing.Having obvious and feasible advantages:
1. Significantly reduce the manufacturing cost, make the mold design cycle consistent with the product design cycle, reduce time and material consumption, so as to improve the overall production efficiency;
2, Effectively reduce residual stress, prevent product warping deformation, ensure dimensional accuracy;
3. The feature of 3D printing is that there is no limitation on the shape, even for the complex shape and pipeline in the object, that is to say, the cooling channel design of any shape can be realized by the mould-following cooling waterway, which greatly reduces the cooling time;
4. Compared with the traditional mold manufacturing method, the service life of 3D printing mold is longer (millions of molds) and the production efficiency is higher (the production cycle is shortened by 30%-70%);
3D printing mold process
Mold optimization design → mold flow analysis →3D printing feasibility analysis → laser sintering 3D printing manufacturing → high temperature tempering, polishing and other follow-up processing;
Metal 3D printing design rules and matters needing attention
Material data
| Precision of parts | Small parts approx.20 μm |
| Big partsapprox.50 μm | |
| Age hardening shrinkage rate | |
| approx. 0.08 % | |
| The minimum wall thickness | |
| approx. 0.3 – 0.4 mm | |
| approx. 0.012 – 0.016 inch | |
| Surface roughness | |
| MS1 Surface (20 μm) | |
| Ra 4 μm; Rz 20 μm | |
| Ra 0.16 x 10-³ inch, | |
| Rz 0.78 x 10-³ inch | |
| After shot peening | |
| Ra 7 – 10 μm, Rz 50 – 60 μm | |
| Ra 0.28 – 0.39 x 10-³ inch | |
| Rz 1.97 – 2.36 x 10-³ inch | |
| After polishing | |
| Rz up to < 0.5 μm | |
| Rz up to < 0.02 x 10-³ inch | |
| It can be very finely polished | |
| Mechanical properties of parts after hardening at 20°C (68 ° F) | |
| Tensile strength | |
| min. 1930 MPa | |
| min. 280 ksi | |
| typ. 2050 ± 100 MPa | |
| typ. 297 ± 15 ksi | |
| The yield strength(RP 0.2%) | |
| min. 1862 MPa | |
| min. 270 ksi | |
| typ. 1990 ± 100 MPa | |
| typ. 289 ± 15 ksi | |
| Modulus of elasticity | |
| typ. 180 ± 20 GPa | |
| typ. 26 ± 3 Msi | |
| Elongation at break | |
| min. 2 % | |
| typ. (4 ± 2) % | |
| hardness | typ. 50 – 56 HRC |
| Ductility (notched simply supported beam impact test) | |
| – typ. 11 ± 4 J | |
| Thermal properties of parts | |
| Thermal conductivity (typical value) after hardening | |
| typ. 20 ± 1 W/m°C | |
| typ. 139 ± 7 Btu in/(h ft² °F) | |
| Specific heat capacity (typical value) after hardening | |
| typ. 450 ± 20 J/kg°C | |
| typ. 0.108 ± 0.005 Btu/(lb °F) | |
| Thermal conductivity (typical value) after hardening | |
| typ. 20 ± 1 W/m°C | |
| typ. 139 ± 7 Btu in/(h ft² °F) | |
| Maximum working system | |
| approx. 400 °C | |
| approx. 750 °F |
* Note:
1, hardness (typical value).33-37 HRC (typical value).50 – 56 HRC
Ductility (notched beam impact test) (typical value).45 ± 10 joules (typical value)
.11 plus or minus 4 joules
2, according to ISO 6892-1:2009 (B) Annex D, proportional sample, neck area diameter tensile test
5mm (0.2 in), original pitch length 25mm (1 in).
Polished surfaces measured according to EN ISO 6508-1 [7] Rockwell hardness (HRC).Please note that the measurement
Hardness can significantly depend on how the sample is ready.Depends on how the sample is ready.
Introduction to the application of 3D printing die:
Because of 3 d printing technology won’t be in the process of manufacturing products internal structure and shape of the complex constraints, through the inside the mold complex conformal cooling waterway design and processing, more close to the outline of the product, and for general product corner or difficult area of heat removal, along with the type water can provide good heat dissipation efficiency, is unmatched by traditional water cooling effect.3D printing technology can easily realize the production and manufacturing of high-end molds, thus bringing unparalleled benefits to the mass production of final products:
1. Effectively shorten the cooling time in the process of injection molding or die casting, which will reduce the demoulding rate and molding cycle, greatly improve the production efficiency, and improve the capacity aging and quality yield by 30~70%.
2. There will be no residual stress, warping and other problems due to time shortening, which can effectively reduce product defects such as warping deformation, cracking and flash edge, bubble sand hole, and significantly improve the quality and yield of final products;
3. The service life of the mold is greatly extended and the unit cost of the product is reduced.In addition to providing better quality plastic injection molds for the production of millions of plastic products, the newly developed powder can also be used for the production of high strength molds for tens of thousands of metal products.
Solution: Use 3D printing to print the mold, which can print the cooling waterway with the shape. The hardness of the printed mold is 52-56HRC, and the surface can be polished with high gloss.
In recent years, the rapid mould technology has gradually extended to the different structure of water or complex geometrical shape of advanced mold production, and direct metal laser sintering (DMLS) technology will play a key role, and established its unique producing method can make up for the CNC machine tool and discharge machine (EDM) is missing, especially for very complicated appearance and need to be real-time and make the original mold or special low, MAO’s 3 d printing company series of equipment used by direct metal laser sintering (DMLS) technology has the absolute advantage in order for complex mold molding production directly.Industrial-grade 3D printing technology can be used to manufacture high-end molds in industries including: auto parts, electronic products, household appliances, daily chemical packaging, etc.


About us
We are a direct manufacturer with a professional design and production team.We have more than 15 years of experience in 3D printing and CNC machining industries.Our factory is located in Building 45, 40 Changbang Road, Songjiang District, Shanghai.Welcome to our company!
About products & services
We provide customers (including designers, researchers, engineers, students, medical workers, makers, etc.) with one-stop service from 3D scanning, 3D customized design to 3D printing and post-processing.
Our business scope includes 3D printer sales, 3D printing services, CNC machining, 3D modeling design, 3D scanning services, laser engraving, casting, mass die-opening production and other services.
Currently, printable materials include photosensitive resin, PLA, ABS, nylon, glass fiber, metal and ceramic, etc., which are widely used in rapid prototyping hand boards, automobile parts, building sand table model making, product development, design verification, key functional parts making, small batch production, etc.
About price
We are a manufacturer and have complete production machines and facilities as well as professional teams,so we can certainly make your budget lower. Besides,we can provide you some samples free of charge for your evaluation. Of course, if you can send us your sample, it will help us provide you more cost-effective solutions. Please feel free to tell us your detailed requirements.
About payment
T/T, L/C,Western union, Paypal are all available.
About delivery & shipment
3D-printed parts and CNC machining usually take 2-15 days by air, depending on size and order quantity.